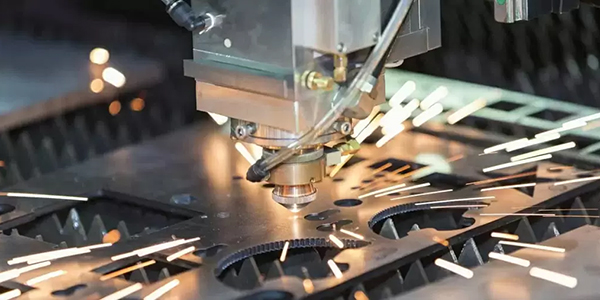
Tăiere cu laser de mare viteză
Suntem specialiști în tăiere cu laser și materiale rezistente la uzură, blindaje și materiale slab aliate de înaltă rezistență. Sorturi precum Hardox (majoritatea grosimilor sunt păstrate din stoc), Weldox, Abrazo, Armox și Invar & Abro pot fi prelucrate cu grosimi de până la 25 mm.
Deținem un stoc limitat din aceste materiale pentru a facilita o execuție rapidă. Deținem o gamă largă de materiale Domex și Hardox din stoc și le procesăm în mod regulat.
Vă rugăm să sunați pentru mai multe detalii și disponibilitatea stocului curent.
Tăiere cu jet de apă
Sistemul nostru de tăiere cu jet de apă utilizează apă la 50.000 psi și un granat abraziv pentru a tăia practic orice material, inclusiv titan! Pompele intensificatoare oferă o putere de 150 de cai putere, permițând performanțe și mai bune pe materiale mai groase. Printre avantajele jetului de apă se numără: Capacitate superioară de tăiere a formei. Taie materiale pe care alte metode nu le pot face, cum ar fi cauciucul spumat, plăcile ceramice, marmura și sticla. Manipulează cu ușurință o gamă largă de materiale. Precizie de poziționare de ± 0,005". Elimină pre-găurirea găurilor de intrare. Necesită mai puțină muncă decât alte metode. Poate tăia materiale extrem de groase (am tăiat cupru cu grosimea de 8"!).

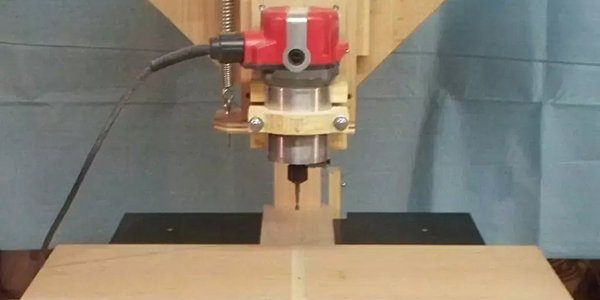
Router vertical
Tăierea se realizează cu viteze de până la 3.150 de inci pe minut.
• Cea mai rapidă metodă de procesare a aluminiului, oțelului inoxidabil, oțelului CS și a oțelului aliat.
Masă de 72" x 144" cu o zonă de lucru de 84" x 140" și o deplasare pe axa Z de 15".
• Poate prelucra materiale groase și piese de până la 1,8 m x 3,6 m.
Sistem de răcire prin inundare pentru materiale greu de prelucrat
• Permite viteze și avansuri mai mari, crește durata de viață a sculei, scade costul piesei.
• Capabil să prelucreze oțel inoxidabil și titan.
Ax principal HSK 63A, răcit cu lichid, de 20 de cai putere, cu răcire prin sculă și schimbător dinamic de scule integrat.
• Sistem avansat de susținere a sculelor.
• Răcirea prin sculă înseamnă operațiuni de găurire adâncă mai rapide.
• 12 stații de scule permit prelucrarea aproape oricărei lucrări fără reumplere.
Pompă de vid cu debit mare de 40 de cai putere.
• Vidul mult crescut ajută la menținerea la locul său a plăcilor groase sau a multor piese mici.
Repetabilitate unidirecțională de ± 0,0004" (0,01 mm) și circularitate de ± 0,0025".
• Piese finisate de înaltă precizie.
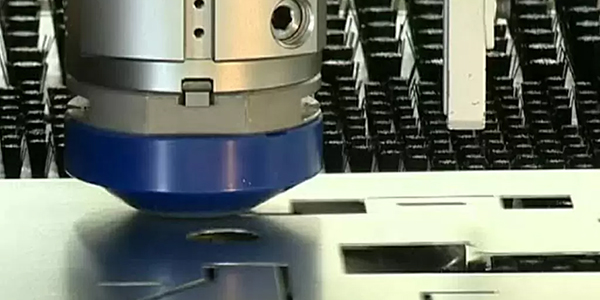
Tăiere cu plasmă de înaltă definiție
Tăierea cu plasmă a fost considerată de mult timp o alternativă cu costuri reduse la oxigaz și profilarea cu laser, unde unghiul de tăiere nu era o problemă. Dezvoltările recente în procesul de tăiere cu plasmă de înaltă precizie/înaltă definiție au îmbunătățit semnificativ calitatea și capacitățile tăierii cu plasmă, făcând-o o opțiune mai versatilă și mai precisă ca niciodată.

Aplicabilitate
Tăierea cu plasmă este potrivită pentru diverse materiale, în special oțeluri moi și oțeluri inoxidabile, producând un finisaj excelent al muchiilor.
Îmbunătățirile aduse sistemelor de control permit acum obținerea unor performanțe optime de tăiere pentru o gamă de materiale și grosimi de la 1 mm la 50 mm în oțel moale (în funcție de puterea unității de plasmă).
Parametrii asociați cu tăierea unei game largi de materiale și grosimi, cum ar fi viteza de tăiere, tipurile de gaz și presiunile gazului, pot fi acum controlați automat de către echipament, asigurând o calitate constantă a tăierii. Utilizatorii au acum o alternativă cu adevărat rentabilă la alte procese de tăiere.
Poansoane CNC
Prelucrarea tablei cu ștanțare CNC cu scule de ștanțare CNC și prese de ștanțare CNC. Ștanțarea cu comandă numerică computerizată (CNC) este un proces de fabricație efectuat de prese de ștanțare CNC. Aceste mașini pot fi fie cu un singur cap și șină de scule (Trumpf), fie cu turelă multi-sculă. Mașina este practic programată să miște o tablă de metal în direcțiile x și y, astfel încât să o poziționeze cu precizie sub cilindrul de ștanțare al mașinii, gata de a perfora o gaură.
Gama de prelucrare pentru majoritatea preselor de perforat CNC este de la 0,5 mm la 6,0 mm grosime, într-o gamă de materiale, inclusiv oțel, zinc, galvanizat, oțel inoxidabil și aluminiu. Alegerea tipului de perforare poate fi de la un cerc sau un dreptunghi, până la forme speciale pentru a se potrivi unui design specific al decupării. Prin utilizarea unei combinații de lovituri simple și geometrii suprapuse, se pot produce forme complexe de componente din tablă. Mașina poate, de asemenea, perfora forme 3D, cum ar fi adâncituri, adâncituri filetate taptite® și decupaje electrice etc., pe ambele părți ale tablei, care sunt adesea utilizate în proiectarea carcasei din tablă. Unele mașini moderne pot avea capacitatea de a fileta, de a îndoi urechi mici, de a perfora margini forfecate fără nicio urmă de scule, ceea ce face ca mașina să fie foarte productivă în timpul ciclului de lucru al componentei. Instrucțiunile de a acționa mașina pentru a crea geometria dorită a componentei sunt cunoscute sub numele de program CNC.